Машина для литья под давлением с холодной камерой должна иметь определенный запас по производительности, параметрам, эффективности и безопасности, чтобы обеспечить удовлетворительный выход, производительность и безопасность.
Продукт Товар
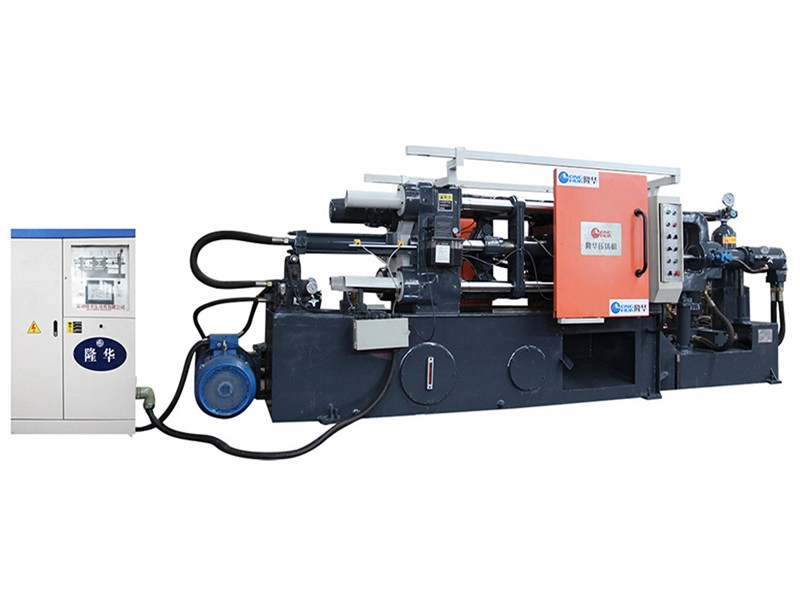
Полностью автоматические машины для литья под давлением для производства алюминиевых отливок (LH-180T)
Машина для литья под давлением, в некоторой степени, из-за преимуществ точности размеров и гладкости поверхности изделий, как правило, без механической обработки, а с прямым использованием или небольшим объемом обработки, поэтому она не только улучшает коэффициент использования металла, но и значительно снижает технологического оборудования и рабочего времени. Легкая цена литья; Комбинированное литье под давлением может использоваться для других металлических или неметаллических материалов. Это экономит время сборки и металл.


ТАБЛИЦА СТАНДАРТНЫХ ПАРАМЕТРОВ СЕРИИ LH (LH-180T)
ПРЕДМЕТЫ | ЕД. ИЗМ | ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
ГИДРАВЛИЧЕСКОЕ РАБОЧЕЕ ДАВЛЕНИЕ | МПА | 14 |
ЗАЖИМНАЯ СИЛА | KN | 1800 |
ПРОСТРАНСТВО МЕЖДУ ТЯГАМИ | MM | 480*450 |
ДИАМЕТР ТЯГИ | MM | ¢85 |
ХОД ОТКРЫТИЯ МАТРИЦЫ | MM | 380 |
СИЛА ИНЪЕКЦИИ (УСИЛЕНИЕ) | KN | 270 |
РАССТОЯНИЕ ЗАПУСКА ПЛУНЖЕРА | MM | 130 |
ПОЛОЖЕНИЕ ВПРЫСКА | MM | 0 -- 140 |
ДИАМЕТР ПЛУНЖЕРА | MM | ¢50----¢70 |
ИНЖЕКЦИОННЫЙ ХОД | MM | 350 |
ЛИТЬЕ ДАВЛЕНИЕ (ИНТЕНСИФ.) | МПА | 112/78/57 |
ВЫПОЛНЕНИЕ ОТЛИВКИ | MM | 10 |
ДИАМЕТР ОТЛИВКИ | MM | 110 |
МАКС. ОБЛАСТЬ ОТЛИВКИ ДО 40 МПа | CM2 | 450 |
НАБОР ВЕС (AL) | KG | 2,4 |
ВЫСОТА МАТРИЦЫ (МИН-МАКС) | MM | 200~550 |
СИЛА ВЫБРОСА | KN | 110 |
ХОД ЭЖЕКТОРА | MM | 80 |
МОЩНОСТЬ ДВИГАТЕЛЯ | KW | 15 |
РАЗМЕРЫ МАШИНЫ (Д*Ш*В) | M | 5,22*1,4*2,35 |
РЕФЕРЕНЦИОННАЯ ВЕС МАШИНЫ ДЛЯ ПОДЪЕМА | T | 6.7 |
ЕМКОСТЬ МАСЛЯНОГО БАКА | L | 600 |
PS:МЫ ОСТАВЛЯЕМ ЗА СОБОЙ ПРАВО ДЕЛАТЬ ЛЮБЫЕ ТЕХНИЧЕСКИЕ УЛУЧШЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОГО УВЕДОМЛЕНИЯ
Принцип работы машины для литья под давлением с холодной камерой
1. Закройте форму.
2. Залейте металлическую жидкость в напорную камеру вручную или другим способом.
3. Верхний пуансон движется вниз с меньшей скоростью стрельбы, входит в прессовальную камеру и достигает уровня металлической жидкости в непосредственной близости от нее.
4. Верхний пуансон переключается на более высокую скорость впрыска для продавливания, при этом нижний пуансон движется вниз синхронно с верхним пуансоном на относительном расстоянии от жидкого металла в средней части.
5. Когда текущий пуансон движется вниз к отверстию выходного сопла во время работы, нижняя часть нижнего прохода будет поддерживаться, так что верхний и нижний пуансоны сжимают металлическую жидкость вместе и распыляют ее к отверстию сопла (часть прямого бегун) на высокой скорости.
6. Металлическая жидкость поступает в полость пресс-формы из внутреннего литника через прямой желоб, состоящий из сопла, крышки литника, фиксированного конусного отверстия пресс-формы и отводящего устройства.
7. После заполнения верхний пуансон по-прежнему поддерживает определенное давление до тех пор, пока жидкий металл в полости формы полностью не затвердеет и не превратится в часть 1 для литья под давлением.
8. Подъем и сброс верхнего пуансона. В то же время нижний пуансон движется вверх, чтобы отрезать остаточный пирог, который все еще соединен с прямой заслонкой.
9. Продолжайте поднимать нижний пуансон, поднимите остаточный осадок наверх напорной камеры и удалите его вручную или другим способом;
10. Нижний пуансон сбрасывается вниз, чтобы заглушить отверстие сопла.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X





















 Gold Supplier
Gold Supplier









{kind=link}
{kind=link}