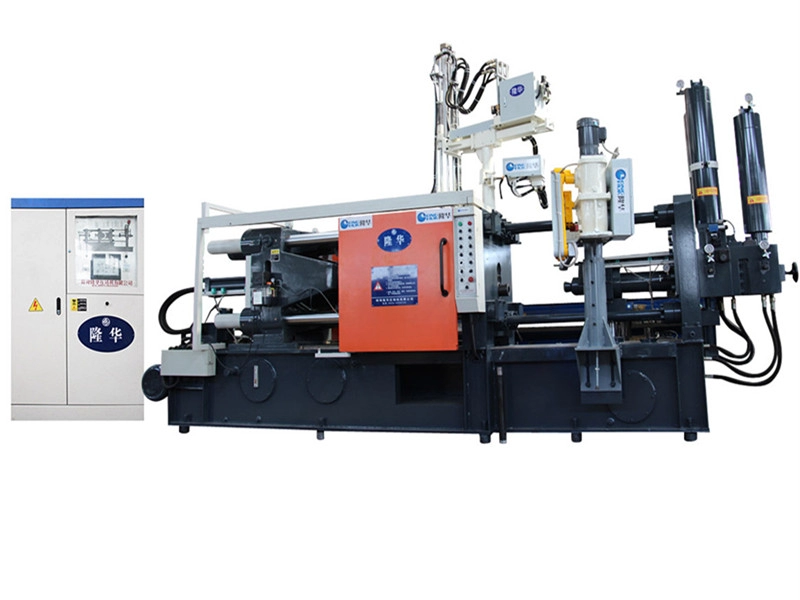




Машина для литья под давлением Longhua Машина для литья под давлением для алюминиевой посуды, высокая эффективность и простота автоматизации.
Пункт продукта:
Интеллектуальные машины для вакуумного литья под давлением для производства алюминиевой посуды (LH-800T)
В соответствии с требованиями производительности, производственного процесса, разнообразия и размера, типы и модели машин для литья под давлением, эффективность производства и скорость загрузки оборудования должны быть согласованы и разумно настроены.
Не используйте большие машины с маленькими или большими, но используйте тонкие машины с большими, чтобы обеспечить безопасную работу машины для литья под давлением и полностью раскрыть их эффективность.



ТАБЛИЦА СТАНДАРТНЫХ ПАРАМЕТРОВ СЕРИИ LH (LH-800 T)
ПРЕДМЕТЫ | ЕД. ИЗМ | ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
ГИДРАВЛИЧЕСКОЕ РАБОЧЕЕ ДАВЛЕНИЕ | МПА | 14 |
ЗАЖИМНАЯ СИЛА | KN | 8000 |
ПРОСТРАНСТВО МЕЖДУ ТЯГАМИ | MM | 810*810 |
ДИАМЕТР ТЯГИ | MM | ¢170 |
ХОД ОТКРЫТИЯ МАТРИЦЫ | MM | 750 |
СИЛА ИНЪЕКЦИИ (УСИЛЕНИЕ) | KN | 680 |
РАССТОЯНИЕ ЗАПУСКА ПЛУНЖЕРА | MM | 280 |
ПОЛОЖЕНИЕ ВПРЫСКА | MM | 0 -- 250 |
ДИАМЕТР ПЛУНЖЕРА | MM | ¢80----¢100 |
ИНЖЕКЦИОННЫЙ ХОД | MM | 720 |
ЛИТЬЕ ДАВЛЕНИЕ (ИНТЕНСИФ.) | МПА | 153/78/57 |
ВЫПОЛНЕНИЕ ОТЛИВКИ | MM | 20 |
ДИАМЕТР ОТЛИВКИ | MM | 180 |
МАКС. ОБЛАСТЬ ОТЛИВКИ ДО 40 МПа | CM2 | 1900 г. |
НАБОР ВЕС (AL) | KG | 13 |
ВЫСОТА МАТРИЦЫ (МИН-МАКС) | MM | 350~900 |
СИЛА ВЫБРОСА | KN | 315 |
ХОД ЭЖЕКТОРА | MM | 200 |
МОЩНОСТЬ ДВИГАТЕЛЯ | KW | 30 |
РАЗМЕРЫ МАШИНЫ (Д*Ш*В) | M | 9*2,2*3,1 |
РЕФЕРЕНЦИАЛЬНАЯ ВЕС МАШИНЫ ДЛЯ ПОДЪЕМА | T | 35 |
ЕМКОСТЬ МАСЛЯНОГО БАКА | L | 1500 |
PS: МЫ ОСТАВЛЯЕМ ЗА СОБОЙ ПРАВО ДЕЛАТЬ ЛЮБЫЕ ТЕХНИЧЕСКИЕ УЛУЧШЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОГО УВЕДОМЛЕНИЯ
Правила безопасной эксплуатации машины для литья под давлением из алюминиевых сплавов
1. Перед запуском машины для литья под давлением из алюминиевого сплава сначала необходимо установить ручку клапана сброса давления в положение сброса давления, до нормальной работы двигателя, а затем отпустить ручку клапана сброса давления.
2. Машина для литья под давлением из алюминиевого сплава должна нагреть модель до указанной температуры перед съемкой, а затем ее можно вдавить в металлический раствор.
3. В месте контакта разделяющей поверхности пресс-формы и литника необходимо использовать защитную перегородку. Операторы должны носить защитные очки. Оператор не должен стоять на стороне, противоположной контактной поверхности разъема. Предотвращайте травмы брызгами металлической жидкости.
4. Не подносить к топливному баку открытый огонь. Водяное охлаждение должно применяться, когда температура бака превышает указанную рабочую температуру оборудования.
5. При удалении отливок и литейных стояков из форм для литья под давлением следует использовать инструменты. После удаления отливки необходимо вовремя удалить остатки металла, прилипшие к форме и воздушному отверстию.
6. По окончании работы необходимо остановить масляный насос и закрыть все клапаны. Если изоляционная печь используется для изоляции металлической жидкости, отключите электропитание и остановите вентиляционное оборудование на изоляционной печи.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier