Машина для литья под давлениемвысокая производительность, в определенной степени может быть пресс-форма с несколькими отверстиями; долгий срок службы формы для литья под давлением, пара форм для литья под давлением, сплав для литья под давлением, срок службы до сотен тысяч раз, даже миллионы раз; легкость механизации и автоматизация.
Пункт продукта:
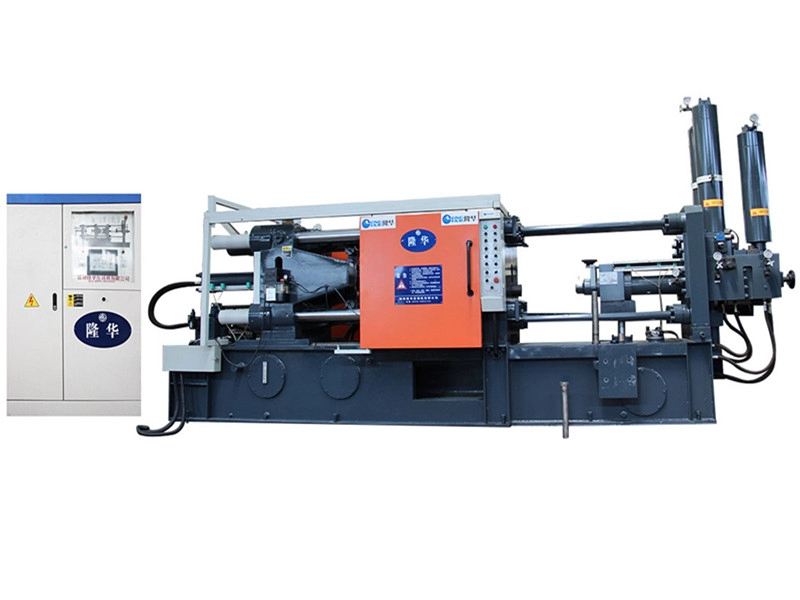
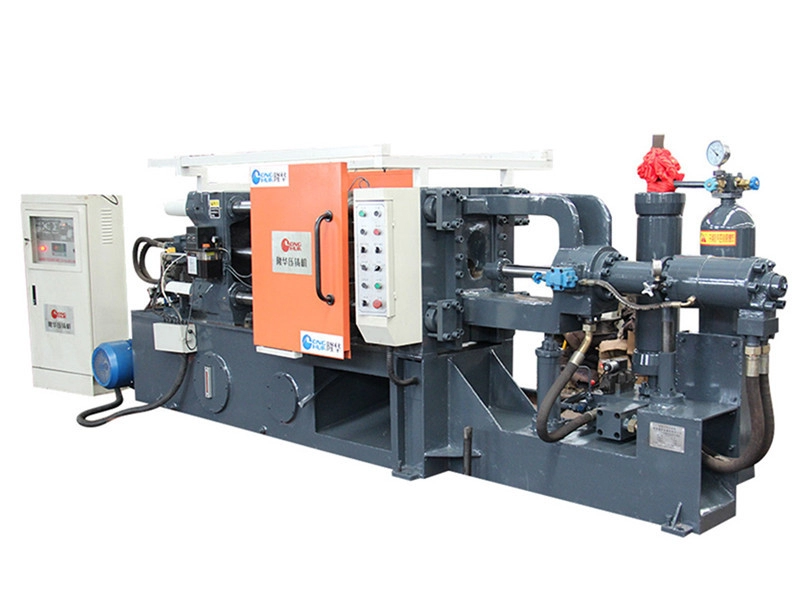
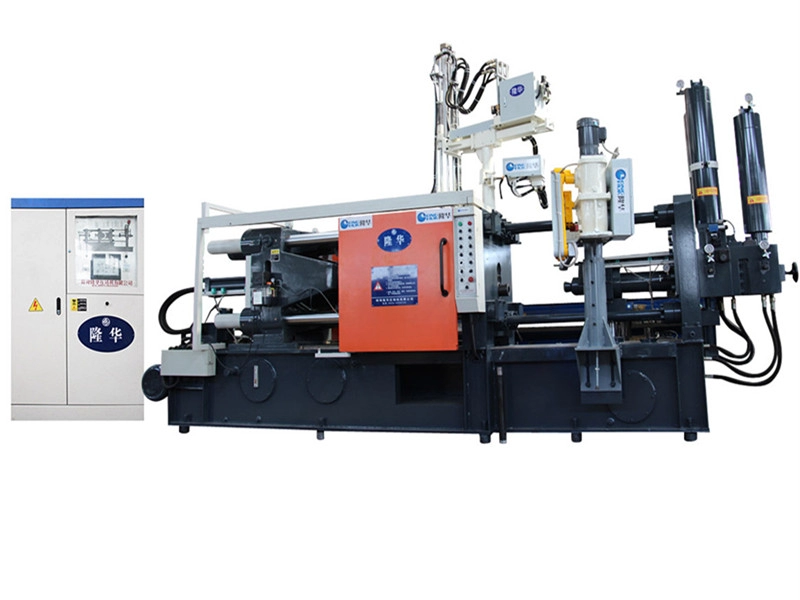
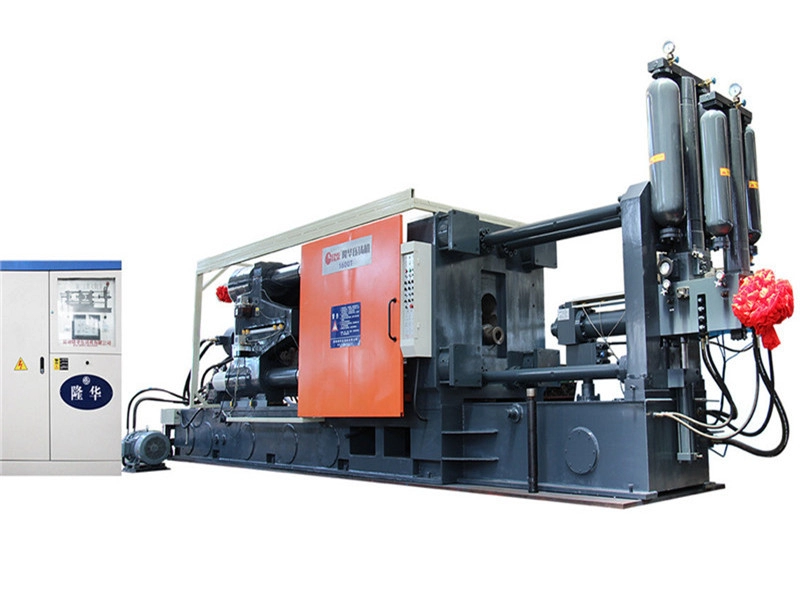
Крупногабаритные машины для литья под давлением с холодной камерой (LH-1600T)
Функция машины для литья под давлением достаточно полная, она может не только выполнять обычное литье под давлением, но также литье под давлением, литье под давлением с сердечником формы; может выполнять не только каждый вид литья под низким давлением, литье под разным давлением, гравитационное литье, после добавления вакуумного насосного устройства, также может выполнять вакуумное литье под давлением, вакуумное литье под давлением, литье под давлением с вакуумной экструзией. штамповка для форм непрерывного литья и технология ковки.


ТАБЛИЦА СТАНДАРТНЫХ ПАРАМЕТРОВ СЕРИИ LH (LH-1600 T)
ПРЕДМЕТЫ | ЕД. ИЗМ | ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
ГИДРАВЛИЧЕСКОЕ РАБОЧЕЕ ДАВЛЕНИЕ | МПА | 16 |
ЗАЖИМНАЯ СИЛА | KN | 16000 |
ПРОСТРАНСТВО МЕЖДУ ТЯГАМИ | MM | 1250*1250 |
ДИАМЕТР ТЯГИ | MM | ¢260 |
ХОД ОТКРЫТИЯ МАТРИЦЫ | MM | 1200 |
СИЛА ИНЪЕКЦИИ (УСИЛЕНИЕ) | KN | 1285 |
РАССТОЯНИЕ ЗАПУСКА ПЛУНЖЕРА | MM | 360 |
ПОЛОЖЕНИЕ ВПРЫСКА | MM | --175 --350 |
ДИАМЕТР ПЛУНЖЕРА | MM | ¢110----¢150 |
ИНЖЕКЦИОННЫЙ ХОД | MM | 930 |
ЛИТЬЕ ДАВЛЕНИЕ (ИНТЕНСИФ.) | МПА | 137---73 |
ВЫПОЛНЕНИЕ ОТЛИВКИ | MM | 25 |
ДИАМЕТР ОТЛИВКИ | MM | 260 |
МАКС. ОБЛАСТЬ ОТЛИВКИ ДО 40 МПа | CM2 | 4000 |
ИНЖЕКЦИОННЫЙ ВЕС (AL) | KG | 30,8 |
ВЫСОТА МАТРИЦЫ (МИН-МАКС) | MM | 500~1400 |
СИЛА ВЫБРОСА | KN | 570 |
ХОД ЭЖЕКТОРА | MM | 250 |
МОЩНОСТЬ ДВИГАТЕЛЯ | KW | 37*2 |
РАЗМЕРЫ МАШИНЫ (Д*Ш*В) | M | 11,8*4,6*4,7 |
РЕФЕРЕНЦИОННАЯ ВЕС МАШИНЫ ДЛЯ ПОДЪЕМА | T | 90 |
ЕМКОСТЬ МАСЛЯНОГО БАКА | L | 3000 |
PS: МЫ ОСТАВЛЯЕМ ЗА СОБОЙ ПРАВО ДЕЛАТЬ ЛЮБЫЕ ТЕХНИЧЕСКИЕ УЛУЧШЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОГО УВЕДОМЛЕНИЯ
Рабочий процесс машины для литья под давлением с холодной камерой
1. Закройте форму.
2. Залейте металлическую жидкость в напорную камеру вручную или другим способом.
3. Верхний пуансон движется вниз с меньшей скоростью стрельбы, входит в прессовальную камеру и достигает уровня металлической жидкости в непосредственной близости от нее.
4. Верхний пуансон переключается на более высокую скорость впрыска для продавливания, при этом нижний пуансон движется вниз синхронно с верхним пуансоном на относительном расстоянии от жидкого металла в средней части.
5. Когда текущий пуансон движется вниз к отверстию выходного сопла во время работы, нижняя часть нижнего канала будет поддерживаться, так что верхний и нижний пуансоны сжимают металлическую жидкость вместе и распыляют ее к отверстию сопла (часть прямого канала). ) на высокой скорости.
6. Металлическая жидкость поступает в полость пресс-формы из внутреннего литника через прямой желоб, состоящий из сопла, крышки литника, фиксированного конусного отверстия пресс-формы и отводящего устройства.
7. После заполнения верхний пуансон все еще поддерживает определенное давление до тех пор, пока жидкий металл в полости формы полностью не затвердеет при литье под давлением.
8. Подъем и сброс верхнего пуансона. В то же время нижний пуансон движется вверх, чтобы отрезать остаточный пирог, который все еще соединен с прямой заслонкой.
9. Продолжайте поднимать нижний пуансон, поднимите остаточный осадок наверх напорной камеры и удалите его вручную или другим способом;
10. Нижний пуансон сбрасывается вниз, чтобы заглушить отверстие сопла.
Упаковка и доставка

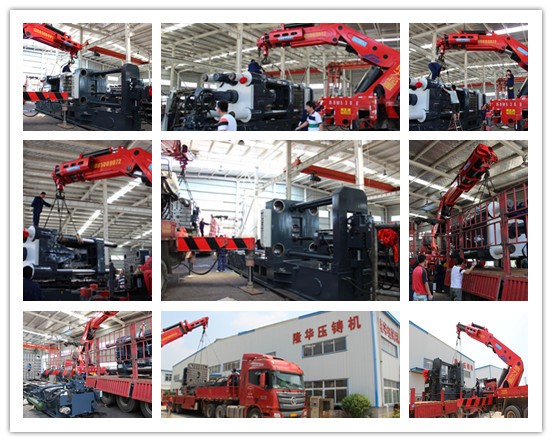
Мы производим машины для литья под давлением в течение 37 лет, наша продукция продается по всему миру, и у нас есть богатый опыт экспорта.
Послепродажное обслуживание
После продажи, когда машина для литья под давлением прибывает в ваш порт, вы отправляете приглашения, и наши инженеры отправляются в вашу страну для установки и отладки машин. Обучение оператора, пока вы не научились до сих пор.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier