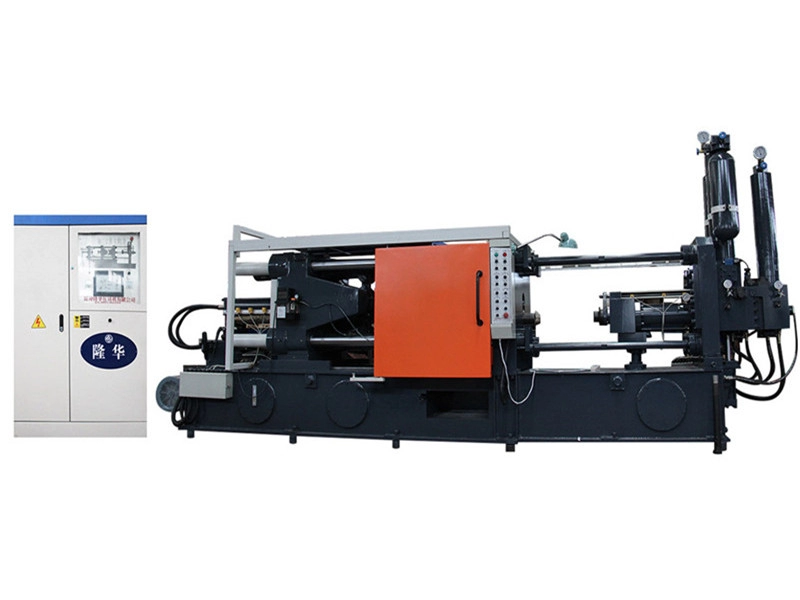
Конструкция машины для литья под давлением Longhua разумна, безопасна и надежна в использовании, полностью соответствует требованиям технологии производства всех типов литья под давлением, стремится создать новый сервис для большинства клиентов.
Пункт продукта:
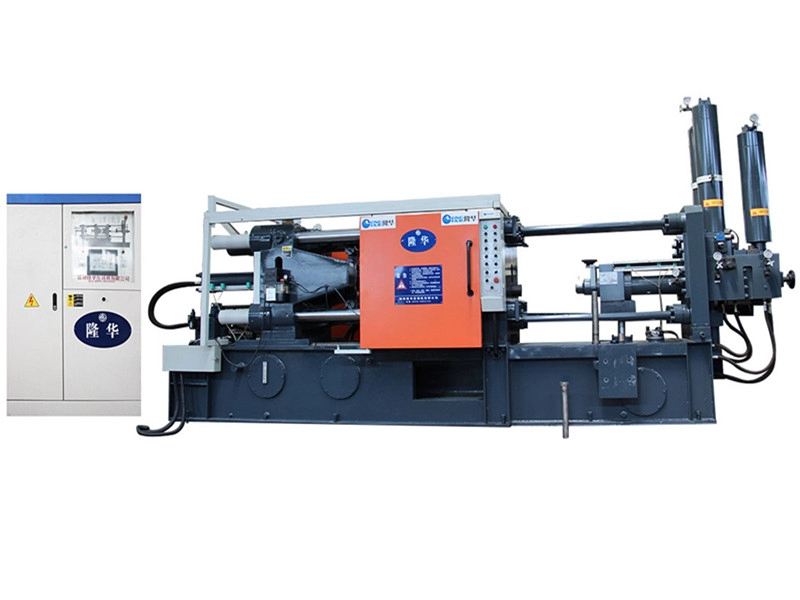
Новый дизайн Интеллектуальные машины для литья под давлением для изготовления алюминиевых корпусов двигателей (LH-350T)
Машина для литья под давлением с холодной камерой заставляет форму для литья под давлением закрываться и открываться. Когда форма закрыта, она имеет достаточную способность заблокировать форму, чтобы гарантировать, что поверхность разъема формы не расширится во время процесса заполнения литьем под давлением. Сила зажима формы называется силой зажима (также известной как усилие согласования формы), и ее единицей является кН, что является основным параметром, характеризующим размер машины для литья под давлением.



ТАБЛИЦА СТАНДАРТНЫХ ПАРАМЕТРОВ СЕРИИ LH (LH-350 T)
ПРЕДМЕТЫ | ЕД. ИЗМ | ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
ГИДРАВЛИЧЕСКОЕ РАБОЧЕЕ ДАВЛЕНИЕ | МПА | 14 |
ЗАЖИМНАЯ СИЛА | KN | 3500 |
ПРОСТРАНСТВО МЕЖДУ ТЯГАМИ | MM | 600*600 |
ДИАМЕТР ТЯГИ | MM | ¢120 |
ХОД ОТКРЫТИЯ МАТРИЦЫ | MM | 500 |
СИЛА ИНЪЕКЦИИ (УСИЛЕНИЕ) | KN | 360 |
РАССТОЯНИЕ ЗАПУСКА ПЛУНЖЕРА | MM | 180 |
ПОЛОЖЕНИЕ ВПРЫСКА | MM | 0 -- 160 |
ДИАМЕТР ПЛУНЖЕРА | MM | ¢50----¢80 |
ИНЖЕКЦИОННЫЙ ХОД | MM | 480 |
ЛИТЬЕ ДАВЛЕНИЕ (ИНТЕНСИФ.) | МПА | 184/127/94 |
ВЫПОЛНЕНИЕ ОТЛИВКИ | MM | 12 |
ДИАМЕТР ОТЛИВКИ | MM | 110 |
МАКС. ОБЛАСТЬ ОТЛИВКИ ДО 40 МПа | CM2 | 875 |
НАБОР ВЕС (AL) | KG | 3,8 |
ВЫСОТА МАТРИЦЫ (МИН-МАКС) | MM | 250~750 |
СИЛА ВЫБРОСА | KN | 180 |
ХОД ЭЖЕКТОРА | MM | 110 |
МОЩНОСТЬ ДВИГАТЕЛЯ | KW | 18,5 |
РАЗМЕРЫ МАШИНЫ (Д*Ш*В) | M | 6,8*1,8*2,7 |
РЕФЕРЕНЦИОННАЯ ВЕС МАШИНЫ ДЛЯ ПОДЪЕМА | T | 14.2 |
ЕМКОСТЬ МАСЛЯНОГО БАКА | L | 700 |
PS: МЫ ОСТАВЛЯЕМ ЗА СОБОЙ ПРАВО ДЕЛАТЬ ЛЮБЫЕ ТЕХНИЧЕСКИЕ УЛУЧШЕНИЯ БЕЗ ДОПОЛНИТЕЛЬНОГО УВЕДОМЛЕНИЯ
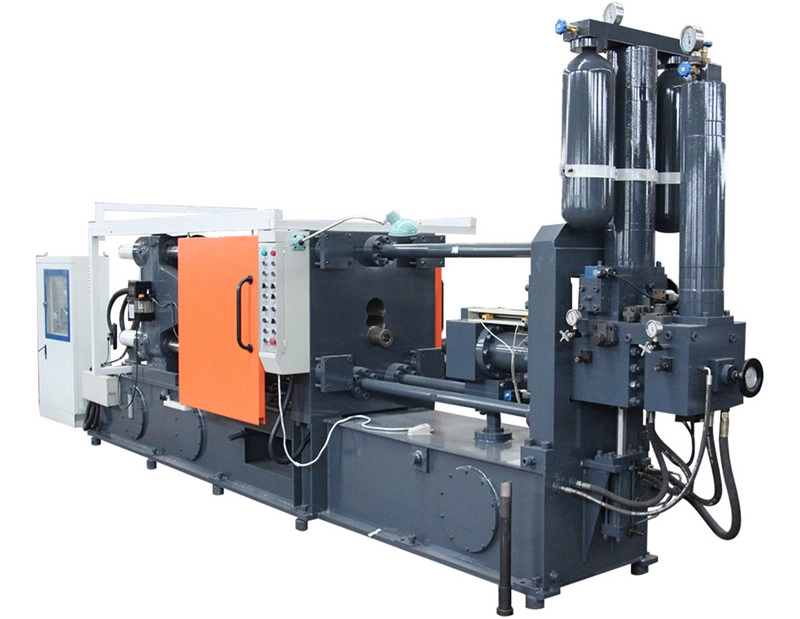
Особенности машины для литья под давлением с холодной камерой
(1) Подходит для литья под давлением цинка, алюминия, магния, меди и других сплавов;
(2) производственная площадка ИСПОЛЬЗУЕТ меньше, и большинство из них - это мини-компьютеры;
(3) Барокамера расположена вертикально. После заливки металлической жидкости в барокамеру газ находится над металлической жидкостью.
(4) На передачу давления влияет множество точек поворота давления впрыска, особенно на этапе наддува. Из-за небольшого отверстия на входе в форсунку передача давления недостаточна.
(5) удобно открывать центральные ворота;
(6) Направление длины машины покрывает небольшую площадь, но высота машины относительно высока;
(7) Неудобно устранять неполадки, когда металлический раствор поврежден нижним пуансоном;
(8) В процессе производства существуют процедуры по отрезанию излишков кека и выдаче кека, что снижает эффективность производства;
(9) При переходе на автоматический режим добавьте процедуру удаления остаточного осадка с верхней поверхности нижнего пуансона.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier